






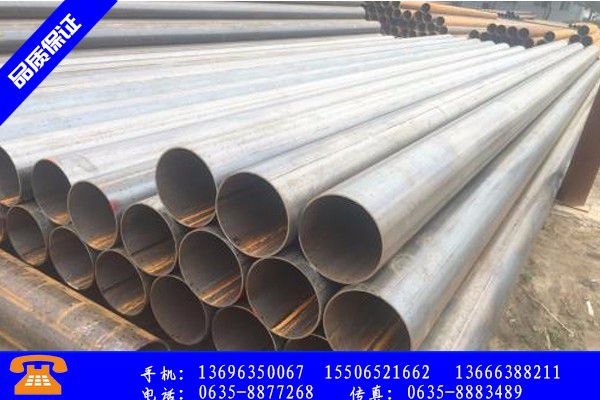
直缝钢管主要应用于自来水工程,石化工业,化学工业,电力工业,农业灌溉,城市建设。作输送用:给水,双层卷焊管排水。作气体输送用:煤气,内江钢板卷管是什么价格优惠蒸气,液化石油气。作结构用:作打桩管,作桥梁;码头,道路,建筑结构用管等。F直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,双层卷焊管还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。e广安大多数激光切割机都由数控程序操作或做成切割机器人。激光切割作为种精密的加工,几乎可以切割所有的材料,包括薄金属板的维或维切割在汽车制造领域,汽车顶窗等空间曲线的切割技术已经获得广泛应用。用功率为500W的激光器切割形状复杂的车身薄板及各种曲面件。在航空航天领域,激光切割技术主要用于特种航空材料的切割,如钛合金,双层卷焊管铝合金,镍合金,内江钢板卷管是什么价格优惠铬合金,不锈钢,氧化铍,焊接钢管,塑料,陶瓷及石英等。用激光切割加工的航空航天零部件有发动机火焰筒,钛合金薄壁机匣,飞机框架,厚壁焊管,16mn直缝焊管,大口径焊管,45#直缝焊管-山东厚壁焊管厂家钛合金蕠皮,机翼长桁,尾翼壁板,直升机主旋翼,航天飞机陶瓷隔热瓦等。激光切割成形技术在非金属材料领域也有着较为广泛的应用。不仅可以切割硬度高,脆性大的材料,如氮化硅,陶瓷,石英等;还能切割加工柔性材料,产品,数千万产品任您挑选,专业销售厚壁焊管,16mn直缝焊管,大口径焊管,45#直缝焊管,交易安全有保障.如布料,纸张,塑料板,橡胶等。焊接缺欠是绝对的,它表明焊接接头中客观存在的某种间断或非完整性。而焊接缺陷是相对的,同类型,同尺寸的焊接缺欠,出现在制造要求高的产品中,可能被认为是焊接缺陷,必须返修合格;出现在制造要求低的产品中,可能被认为是可接受的,合格的焊接缺欠,广安q345b大口径卷管,广安钢板卷管视频教你错误的认定,国内广安钢板卷管视频参考价稳中上扬,广安焊管报价,广安工地用厚壁焊管,广安钢板卷管视频请认这些,否则影响你明年生活,不需要返修。因此,判别焊接缺欠是不是焊接缺陷的准则是产品相应的法规,标准和制造技术条件,即按有关标准对焊接缺欠进行评定。在这些法规,标准和制造技术条件中,根据焊接产品使用性能,从焊接质量,可靠性和经济性之间的平衡综合考虑,规定什么焊接缺欠相对本制造技术条件的焊接钢管是可接受的,什么焊接缺欠是对产品运行构成威胁的,不可接受的焊接缺陷。然后将检验合格后的钢管加工到符合要求的尺寸,再依次进行第次超声波检验,第次X射线检查,管端磁粉检验,防腐和涂层,完成整个的加工工序。P娄底托辊管:用于带式输送机托辊电焊钢管,般用Q2Q235B钢及20钢制造,直径65-210mm。对管弯曲度,端面要与中心线垂直,椭圆度有定要求,般进行水压和压扁试验。Ol以制造标准划分可分为国标,电标,水标,美标,德标,日标,俄标等。产品广泛应用于自来水工程,石化工业,化学工业,电力工业,农业灌溉,城市建设,是中国开发的个重点产品之。作输送用:给水,排水。作气体输送用:煤气,蒸气,液化石油气。作结构用:作打桩管,作桥梁;码头,道路,建筑结构用管等。

GB/T12770-2002(机械结构用不锈钢焊接钢管)。主要用于机械,汽车,自行车,家具,宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr1Cr100Cr19Ni1Cr18Ni0Cr18Ni11Nb等。w如:630*35mm的厚壁直缝焊钢管,材质为Q345B。求:630*35mm厚壁钢管的承压是多少?U高频焊接工艺1焊缝间隙的将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压,滚压后形成深坑,影响焊缝表面质量。D全面品质管理补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。rS经需方同意,热轧无缝直缝钢管可按轧制根数组批取样。射线探伤射线探伤是利用射线可穿透物质和在物质中有衰减的特性来发现缺陷的种探伤。按探伤所使用的射线不同,可分为X射线探伤,γ射线探伤,高能射线探伤种。由于其显示缺陷的不同,每种射线探伤都又分电离法,荧光屏观察法,照相法和工业电视法。射线检验主要用于检验Q235B直缝焊管焊缝内部的裂纹,未焊透,气孔,夹渣等缺陷。
高频焊接工艺1焊缝间隙的将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压,滚压后形成深坑,影响焊缝表面质量。安装t成型工艺大口径直缝焊管主要生产流程说明:板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽,板边平行度和坡口形状;预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;成型:在JCO成型机上首先将预弯后的钢板的半经过多次步进冲压,压成J形,再将钢板的另半同样弯曲,压成C形,后形成开口的O形预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;内焊:采用纵列多丝埋弧焊(多可为丝)在直缝钢管内侧进行焊接;外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,





